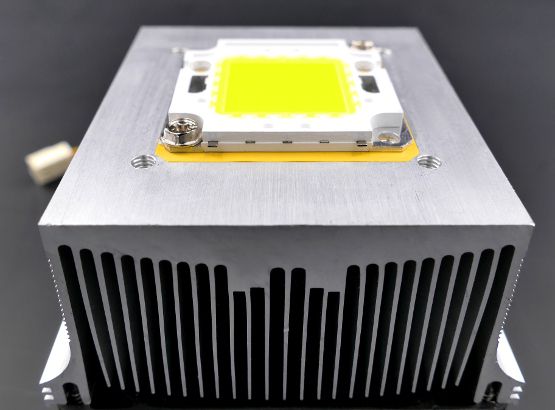
Wo große elektrische Ströme fließen entsteht unweigerlich Verlustwärme. Eine Faustregel für die Lebensdauerbetrachtung von Bauteilen besagt, dass sich durch Reduktion der Arbeitstemperatur um 10°C die Lebensdauer verdoppelt. Ziel des Thermal Managements ist es daher, eine möglichst effektive Ableitung der Verlustwärme an die Umgebung sicher zu stellen. Dadurch wird die Lebensdauer von Bauteilen und Geräten merklich verlängert.
CMC Klebetechnik bietet eine umfangreiche Palette wärmeleitender Elektroisolationsfolien / Wärmeleitmaterial an, die gleichzeitig als galvanische Isolation in der Leistungselektronik wirken. Weitere Informationen zum Thermal Management, Wärmetransport und Wärmeleitfähigkeit finden sie hier.
Wärmeleitfolien & Klebebänder
Gefüllte Polyimidfolie von CMC haben bei geringer Stärke eine hervorragende Spannungsfestigkeit und widerstehen hohen Temperaturen. Die Folie ist elastisch und unempfindlich gegenüber punktuellen Belastungen. Es gibt sie selbstklebend und mit Wärmeleitwachs beschichtet. Kapton® MT ist eine gefüllte Polyimidfolie.
Ebenfalls in unserem Produktprogramm: die wärmeleitenden Klebebänder der TR-Serie von Nitto.
Graphit- und Metallfolien von CMC sind elektrisch und thermisch leitend. Graphitfolien haben eine sehr gute Wärmeleitfähigkeit, sind jedoch gegenüber punktuellen Belastungen und Biegungen sehr empfindlich. Kupfer- oder Aluminiumfolien werden als Wärmespreizer (Ableiten der Wärme vom Hotspot) verwendet. Auch diese Folien können mit Klebstoff oder Wärmeleitwachs beschichtet sein.

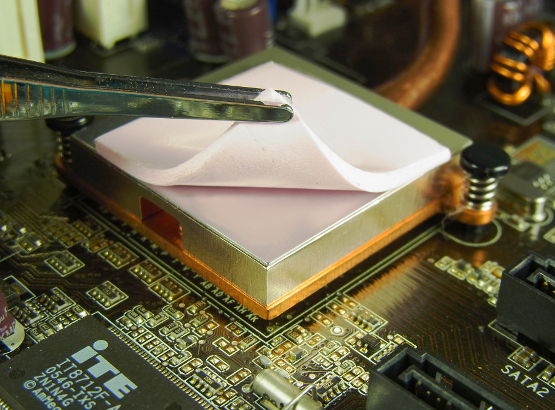
Wärmeleitende Silikonfolien
Silikonfolien sind wärmeleitende Isolationen im Dickenbereich von 0,2 mm bis 1 mm. Sie sind relativ hart und eignen sich vor allem auch als wärmeleitende Isolation. Der gefüllte Silikonkautschuk passt sich bei ausreichendem Druck sehr gut auch an raue Oberflächen an. Der Wärmeübergangswiderstand wird dadurch merklich reduziert. Unterschiedliche Härtegrade und Materialstärken ermöglichen eine gute Anpassung der Silikonfolie an die jeweilige Einbausituation. Wärmeausdehnungsunterschiede werden ausgeglichen und Vibrationen können gedämpft werden.
Gap-Filler
Sogenannte „Gap-Filler“ (zu Deutsch also „Lücken-Füller“) werden eingesetzt, wenn die Distanz zwischen Kühlköper und Bauteil groß wird. Gap-Filler sind von 1 mm bis 10 mm erhältlich. Sie dienen dem Ausgleich von Fertigungstoleranzen und zur Anbindung von unterschiedlich hohen Bauteilen an einen gemeinsamen Kühlkörper. Gap-Filler sind Silikonelastomere, die mit wärmeleitenden Partikeln angereichert sind. Die Wärmeleitfähigkeit liegt zwischen 1 W/mK bis über 6 W/mK. Ein Vorteil ist bei den weicheren Gap-Fillern die geringe Kraftausübung auf empfindliche Elektronikbauteile (niedriges Kompressionsmodul). Gap-Filler sind meist leicht haftend und benetzen Oberflächen in idealer Weise (Reduktion Wärmeübergangswiderstand). Sie können aufgrund ihres viskoelastischen Verhaltens auch als Vibrationsdämpfer eingesetzt werden.
FAQ
Der spezifische Wärmeleitwert (in W/m*K) ist eine Materialkonstante, die unabhängig von den mechanischen Dimensionen (Fläche, Dicke) angibt, wie gut (oder schlecht) das Produkt den Wärmestrom leitet.
Der Thermische Widerstand dagegen gibt in einer konkreten Aufbau mit Fläche und Materialstärke an, welchen Widerstand das Material (die Anordnung) dem Wärmestrom entgegensetzt.
Die maßgeblichen Größen sind zunächst die Materialstärke und die spezifische Wärmeleitfähigkeit des wärmeleitenden Isolationsmaterials. Dazu kommen die effektive Übertragungsfläche (der Querschnitt für den Wärmestrom) und - nicht zu unterschätzen - die Widerstände an den Übergängen.
Sind alle anderen Parameter wie Materialstärke und Querschnittsfläche gleich, sind die Übergangswiderstände maßgeblich an den Unterschieden beteiligt. Einerseits können weiche wärmeleitende Produkte besser zusammen gedrückt werden wie härtere z.B. Silikonfolien. Dabei wird auch der Abstand der wärmeleitenden Zuschlagstoffe in der Polymermatrix näher zueinander gerückt, wodurch sich die Wärmeleitung verbessert. Vor allem ist jedoch die formschlüssige Anpassung an die Kontaktoberflächen bei weicheren Produkten besser wie bei harten. Dieser Unterschied reduziert sich mit steigendem Druck.
Die Anpassung an Oberflächenunebenheiten ist bei weicheren Produkten besser wie bei starren wärmeleitenden Isolationen wie Kapton® MT. Durch Verwendung weicherer Materialien wird auch eine zu große mechanische Belastung eines Bauteils oder der Platine vermieden, da der Formschluß und damit die optimale Wärmeleitung früher erreicht wird.
In die Berechnung des Wärmewiderstandes geht die Wegstrecke, die der Wärmestrom durch das Material überwinden muss, direkt ein. Anschauliches Beispiel für den Einfluss der Materialstärke: Zeltwand oder Burgwand, wo geht die Wärme schneller durch?
Dünne Folien haben meist eine sehr gute Spannungsfestigkeit. Obwohl der spezifische Wärmeleitwert gering ist haben sie wegen der geringen Materialstärke einen relativ geringen Thermischen Widerstand. Mit Folien kann man sehr kompakte, betriebssichere wärmeleitende Isolationen aufbauen (Nachteil: Oberflächenrauigkeiten, Maßtoleranzen etc. können nicht ausgeglichen werden)
Neben dem materialspezifischen Wärmewiderstand (1/Leitwert) sind die Übergangswiderstände häufig ein wesentlicher Bestandteil des Wärmeleitpfades. Durch Maßtoleranzen, Deformation oder Oberflächenrauigkeiten kann es zu einer Diskrepanz zwischen den zu verbindenden Metalloberflächen kommen. Diese „Spalten und Kavitäten“ werden von weichen, wärmeleitenden Produkten ausgeglichen. Nachteil dabei ist die variable Materialstärke z.B. bei asymmetrischer Befestigung. Die einseitig durch Quetschung verringerte Dicke ist gleichbedeutend mit einer Reduktion der Spannungsfestigkeit.
Die sich durch eine elektrisch isolierendes, thermisch wärmeleitendes Material ergebende Temperaturdifferenz bei einer gegebenen Leistung (Wärmestrom) errechnet man wie folgt:
dT = P x l/(λ x A)
In der Formel ist P die Verlustleistung, l die Dicke des Materials, λ der spezifische Wärmeleitwert, dT die Temerpaturdifferenz und A die Kontaktfläche.
Beispiel: P = 100 W, l = 0,2 mm, λ = 5 W/mK, A= 10000 mm² (10x10 cm) Die sich einstellende Temperaturdifferenz dT beträgt 0,4 K.
Wichtig: Wärmeübergangswiderstände sind bei dieser Berechnung nicht berücksichtigt.
λ =P x l /(dT x A)
In der Formel ist P die Verlustleistung, l die Dicke des Materials, λ der spezifische Wärmeleitwert, dT die Temperaturdifferenz und A die Kontaktfläche.
Beispiel: um die Temperaturdifferenz bei 100W Verlustleistung auf 2 Grad bei 25 cm x 10 cm Fläche und 0,5 mm Dicke zu begrenzen, braucht man ein Material mit dem spezifischen Leitwert von 1 W/mK
Wichtig: Wärmeübergangswiderstände sind bei dieser Berechnung nicht berücksichtigt.
Anwendungsbereiche für Wärmeleitmaterialien
Thermal Management ist ein wichtiges Thema für LED Anwendungen, Industrie PC´s, Solar-Konvertern, Motoransteuerungen, Hochfrequenz-Stromversorgungen, für Super-Caps, Hochleistungskondensatoren, bei der Batterie-Technologie, Power-Grids, in der Informationstechnik, Leistungselektronik und bei Automotive-Anwendungen (HEV, OBC, DC/DC Wandler).
Wärmeleitende Produkte / Wärmeleitmaterial von CMC werden kundenspezifisch hergestellt für folgende Anwendungen:
IT-Technik: WLAN-Router, Server, Notebooks, VOIP-Telefone, Speichermodule, Festplatten und Drucker
Stromversorgung: Wechselrichter, Stromrichter, Netzkomponenten (Smart Grid), Unterbrechungsfreie Stromversorgungen, DC/DC Wechselrichter, Solarwechselrichter, Motorsteuergeräte
Automobiltechnik: Tagfahrlicht, Bremslichter (LED-Leiste), Elektronik für Servolenkung, ABS-Bremsmodule, Autoelektronik, Leistungshalbleiter
Haus- und Beleuchtungstechnik: Leistungs-LED-Lampen, Smart Meter, Audiogeräte, LCD Fernseher
sowie in der Medizintechnik und im Elektromotoren- und Generatorenbau.